<abbr id="s4oum"></abbr> <ul id="s4oum"></ul> 


重慶電機維修告訴你常見的機床修理的特殊工藝
一、外觀檢查:
1、檢查電動機外殼是否有裂紋、開焊、變形,零配件是否齊全,有無損壞。
2、防爆部位堅固件是否齊全,堅固螺絲及孔有無滑扣。
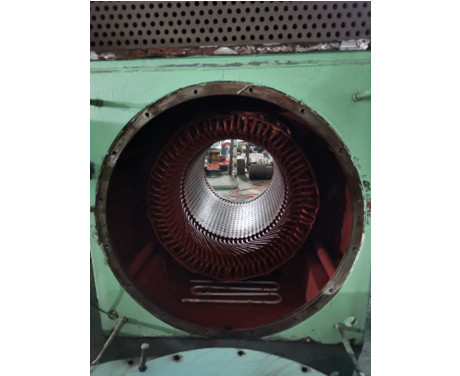
二、轉子檢查:抽出轉子后,拆下里外小蓋,檢查有無損壞,轉子鼠籠條與端環焊接牢固可靠,不得有開焊、虛焊。
三、軸承檢查:拆下靠背輪,檢查有無損壞,拆下軸承,檢查有無裂紋,脫皮點蝕、變色及銹斑。
四、定子檢查:
1、定子鐵芯、繞阻表面清潔,繞組絕緣,不應有明顯損壞及變化現象。
2、繞組全部重繞時,絕緣等級繞組節距,導線截面等應與原設計相同。
3、浸漆次數:沉浸不少于3次。
五、冷卻系統:檢查水冷電機水路通暢,密封完好,無滲漏,做好水壓試驗。
六、防爆面檢查:防爆電機各防爆部位修理符合GB3836.2-2000標準。
七、試驗:
1、繞組的絕緣電阻值:應在低于己與5MΩ(660V,380V),1140V不低于10MΩ。
2、耐壓試驗:380V—2000v/min,660V—2500v/min,1140V—3000v/min。
3、空載試驗:三相空載電流不平衡值不超過10%,運轉平穩無異常響聲。
采用機床修復方法,可以減少修理勞動量的30%~50%,降低修理費用的65%,并可節約金屬材料的消耗量,特別是對箱體、床身、主軸、蝸輪等工藝復雜的零件,具有很大的經濟意義。現對幾種常見的機床修理的特殊工藝簡要說明如下。
1.機床鍍鉻
2種工藝是機床應用最廣的修復磨損的軸頸、套筒、鑲條、閥芯等零件的方法。鍍鉻以前應將零件精磨以獲得正確的幾何形狀和良好的表面質量,井用汽油洗去油污。為了使滑動表面增加對潤滑油的保持性,可采用多孔性鍍鉻,即在普通鍍鉻完畢后使零件從負極變為正極,通以較小的電流進行反鍍,使零件表面形成點狀的多孔層(約占全部鍍層厚度的1/3),多孔層可以儲存潤滑油,因而可以提高零件的耐磨性。
2.機床黏合
金屬黏合可以用來消除金屬鑄件的裂縫和砂眼,修復破損和磨損零件,甚至可以用于制造形狀復雜的新零件(如鑲鋼、鑲銅導軌)。目前使用最多的高強度黏合劑是環氧樹脂,加入6%的乙烯::胺作為硬化劑。黏合前需用四氯化碳和丙酮將零件膠合表面的油污、涂料和氧化物清洗干凈。在黏合前還需經過表面處理,黏合后加壓并在室溫中放置2~3天。
3.機床金屬噴鍍
金屬噴鍍可用以修復軸頸、套筒、平面及修補鑄件缺陷。鍍層的厚度可達o.05至1Omm,作噴鍍用的原材料是鋼絲或雙金屬(鋁及鉛)及合金絲。金屬噴鍍的優點是:設備便宜,工藝簡單;可修復各種尺寸和形狀的零件;利用不同鍍層材料,可獲得低摩擦系數及耐磨、抗腐蝕的鍍層;鍍層的加工性能良好。軸類零件的金屬噴鍍可在舊車床上進行,速度取10—15m/min,進給量取1.2—2.5mm/r.噴鍍前,先清理零件表面,將寸;修復的表面用薄鐵皮隔開。噴鍍后除掉隔離層,浸入加熱的油中,在100~120~C下保溫2—6h,再以較低的切削用量加工至所需尺寸。金屬噴鍍層在干摩擦時的耐磨性差,但有潤滑時,比普通金屬具有更高的潤滑油保持能力.
4.機床刷鍍
刷鍍又稱無槽電鍍或接觸電鍍,是一種不把工件放在鍍槽中,而是依靠一個與陽極接觸的墊或刷提供電鍍需要的電解液的電鍍方法.電鍍時工件為陰極,刷鍍的材料為陽極,墊或刷在披鍍的陰極上移動。刷鍍的最初期,是利用包有吸水纖維(玻璃布、尼龍布或海綿等,其厚度為2~3nun)的金屬作為陽極,鍍何種金屬層就用該種金屬作陽極。通電后,電解液巾的金屬離子不斷透過纖維材料,當陽極鍍筆不斷在工件表面移動時,析出的金屬就沉積在I件卜形成鍍層,并隨時間的增加而逐漸加厚。鍍層的均勻性可由電流密度、電鍍時間和陽極移動速度來控制。
刷鍍的特點是施工方便.靈活性大,適用于特大零件(不易放在鍍槽中)及構造復雜的零件(如肓孔、深孔及尖角等)的鍍覆。一次用的電解液少,適合于貴重金屬的電鍍。刷鍍還育柔和的拋光作用,鍍層的質量好。
隨著刷鍍技術在機械設備維修行業中的廣泛應用,作為刷鍍的陽極材料也得到了很大的發展。由于可溶性陽極(金屬陽極)在高電流密度下,很快就產生鈍化層,使電流急劇下降,大大降低了沉淀速度。其原因是所用陽極材料中含有其他金屬雜質,在通電時形成高阻膜所致。這些金屬雜質嚴重污染了鍍液。日前刷鍍基本上都是應用不溶性材料作陽極,這些不溶性陽極材料大多數是由經過了專門提純,除去了大量的金屬雜質的高密度石墨做成的。這些石墨純度高,結構細膩。均勻,導電性好,耐高溫電解浸蝕,不僅克服丁可溶性金屬陽極材料的缺點,而且給陽極的制作、鍍筆的研制和使用、沉積速度的提高以及對工藝規范的選擇都帶來了很大的方便。但石墨陽極經長期使用后,特別在高電壓、大電流密度下長期使用后,表面也會被腐蝕。為了提高石墨陽極的抗腐蝕性能,防止鍍層被污染,在制作時可將陽極表面浸上—層酚醛樹脂膠。另外,在不同的場合,還可選用鉑銥合金、不銹鋼、鉑、鈦等材料制作陽極。在特殊場合下,有時也用可溶性材料制作陽極。
5.機床環氧耐膳涂層
環氧耐磨涂層應用于機床導軌或其他摩擦表面的制造和修理,其特點如下:
(1)工藝簡單方便,容易掌握,并可以節約時間和人力。由于涂層技術是采用復印成形的方法宋制造或修復摩擦表面的,即在摩擦副的一個面涂以涂層材料,然后靠其經加工達到使用要求的配對摩擦面復印咸形.這樣就減少了一個摩擦面的精加工,省占了人工刮研,大大減少了加工工時,降低了加工技術難度和復雜性。【重慶直流電機維修】
(2)適用范圍廣,工藝性好。耐磨涂層既可用于制造大尺寸或配合精度高而無法用機械加工方法達到的零、部件配合面,還可用于恢復磨損尺寸或某些有缺陷的零、部件。這一點,對于不具備大型零、部件加工能力的中、小型工廠尤其重要。
(3)涂層材料摩擦系數低。由十涂層材料含有各種自潤滑材料,所以摩擦特性良好,摩擦系數低和防爬性能好。重型龍門銑床、重型龍門刨床采用涂層導軌,其摩擦功耗可降低約30%。
(4)抗擦傷能力強,可減少設備事故,提高生產效率。重型機床采/H涂層導軌可以避免導軌燒傷,降低導軌面的磨損,而且修復方便,從而大大延長了機床的有效使用時間,提高了生產效率。
(5)采用涂層技術改造舊機床可以提高舊機床的加工精度,節省維修和改造費用。
目前,國內使用的環氧耐磨涂層材料有兩大類,即HNT耐磨涂層和FT(或稱含氟)耐磨涂層。這兩大類耐磨涂層材料都是使用高分子黏結環氧樹脂作為基體的。lINT耐磨涂層使用二硫化鉬、石墨等無機材料作為減磨材料,因而呈黑灰色。FT耐磨涂層材料則使用有機減磨材料,如聚四氟乙烯等,因而呈白色或淡黃色。HNT耐磨涂層材料使用金屬和非金屬作為增強材料,而FT耐磨涂層材料則只使用非金屬作為增強材料。【重慶電機維修】
隨著生產技術的不斷發展,機械制造車間所擁有的大量切削機床中的一部分已落后于當前技術發展的需要。若把這部分機床棄之不用,我國目前的經濟狀況還不允許,而繼續使用又不能滿足加工要求。因此,對這些機床進行一些技術改造,以少量的投資,較小的工作量使老設備發揮新作用,繼續為現代化生產服務,具有重要的意義。

服務熱線:13708301580
聯系人:13508363620(江先生)
公司地址:重慶市白市驛凈龍
掃描二維碼--------關注微信號